Why Offline 100% Defect Detection is Essential for High-End Label Finishing
In the high-end packaging industries such as pharmaceuticals, luxury cosmetics, and precision electronics, supply chain standards have reached the level of “zero defects”. For label enterprises, a single printing error, slight omissions, or barcode omissions mean recall risks, trust crises, and huge fines. To achieve zero defects, extreme precision must be achieved at the production end. Although modern printing machines are more efficient and intelligent, only focusing on the front-end printing still has loopholes. The success or failure of quality ultimately depends on the post-printing process. To ensure the quality of shipments, the introduction of a dedicated offline 100% defect detection system has evolved from a technical upgrade to an indispensable business bottom line.

The Blind Spots of Upstream Inspection in Label Production
Why In-Line Cameras Miss Post-Press Defects
Many packaging factories believe that the online inspection system on the printing machine can ensure the products are flawless. However, this overlooks the reality of post-printing processing: a large number of critical defects do not originate from the printing process, but are instead generated during the die-cutting, sheet-cutting and subsequent stages.
The main causes of post-printing defects are:
- Abnormal waste discharge: During high-speed waste discharge, the mechanical tension is extremely strong and can easily lift the qualified labels, resulting in label omission. Moreover, the detection system before die-cutting simply cannot capture this blind area.
- Splitting knife wear: If the splitting knife blade wears out over time, it will produce burrs, micro cracks, and even cause splitting debris to remain on the surface of the paper roll.
- Secondary damage during rewinding: Tension fluctuations during the rewinding process can cause the material to wrinkle or develop surface scratches, and by this time, the product has already moved out of the field of view of the printing inspection camera.
Since these defects are concentrated in the final mechanical processing stage of the materials, relying solely on front-end printing inspections will inevitably leave a monitoring gap before the final packaging materials are shipped out.
The Advantage of a Dedicated Offline Inspection System
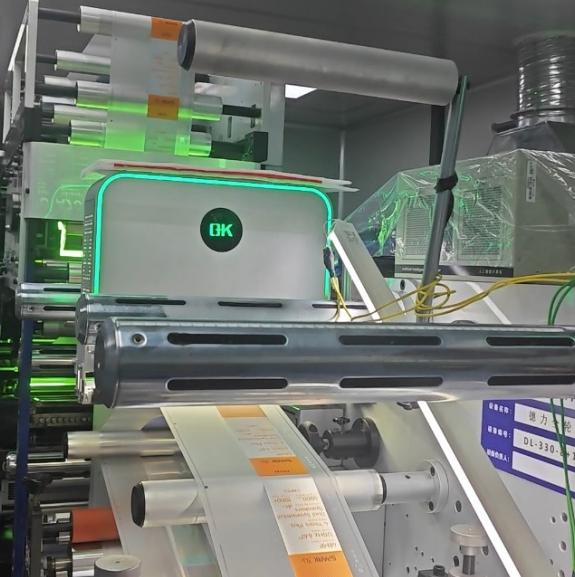
Moving the quality control line to an independent offline inspection stage can effectively plug the loopholes at the upstream. As the final inspection barrier, the offline system enables the inspection process to completely escape from the complex dynamic conditions, tension fluctuations, and mechanical vibrations of the printing machine.
When the master roll enters the dedicated offline rewinding machine equipped with full roll detection, the feeding path is stable and highly controllable. This isolated environment eliminates variables such as speed fluctuations, which are prone to causing frame loss or misjudgment in the visual software during online detection. More importantly, once a defect is detected, the offline system will directly link to the motion control of the rewinding machine to achieve automatic positioning and precise shutdown. The defect is then directly sent to the paper feeding table, facilitating the operator to immediately perform manual repair or rejection – ensuring that every meter of the rolled product core undergoes strict inspection.
Overcoming Optical Challenges in Clear and Blank Label Inspection
The Contrast Failure of Traditional Top-Lighting
With the pursuit of minimalist aesthetics by high-end brands, a large number of difficult-to-process materials have flooded into the label processing market, especially “clear bottom” transparent labels and unprinted blank die-cut labels. For traditional automatic visual inspection systems, these materials can be regarded as “optical blind spots”.
Traditional detection mainly relies on top-down illumination, that is, using white LED strips to shine on the labels from above. Although this configuration is good at handling high-contrast printed materials, when it comes to “transparent overprint” or “white overprint”, the light will either pass through directly or be uniformly reflected. Due to the lack of color and light-dark differences, the image contrast is extremely low, and the label boundaries are almost impossible to identify. This leads to frequent failures of standard visual algorithms, not only causing production to be frequently interrupted due to frequent false alarms, but also resulting in missed detections, allowing key defects such as missing labels to slip through.
How Contour Lighting Source Solves the Problem
Detecting low-contrast, transparent or blank materials requires more than simply increasing the camera’s pixel count. Special optical methods must be employed. The contour light source achieves this by optimizing the lighting angle, thus breaking through the detection bottleneck.
This light source does not shine directly from the front but is projected from a specific angle onto the rear or bottom of the roll material path. When the light passes through different materials such as the film, adhesive, and backing paper, changes in density and refractive index cause the light to refract at the die-cut edge, thereby directly generating clear and high-contrast images on a high-resolution camera. After converting the invisible edges into distinct dark outlines, the visual software can instantly locate the label position. Whether it’s an edge deformation of 0.15 millimeters, untrimmed backing paper, or missing transparent labels, the contour backlighting can accurately detect them and avoid false alarms.
Balancing Quality and Throughput in Post-Press Workshops
Maintaining Zero Defects at a High Speed of 450 m/min
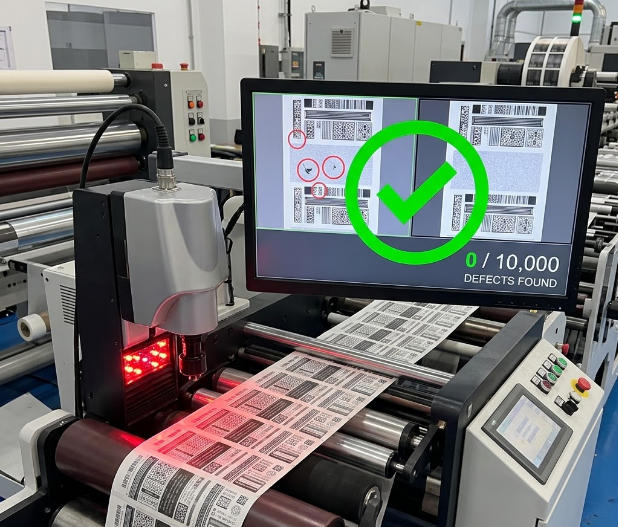
For the production director, the most concerning aspect of 100% automated inspection is its impact on efficiency. In the high-volume post-processing workshop, quality control must not become a bottleneck that slows down the delivery process.
To achieve a balance between absolute accuracy and maximum output, a high-speed visual processing architecture is crucial. The advanced offline inspection system has been deeply optimized for this purpose, ensuring a 100% defect detection rate even under high-speed operation.
| Operational Metric | Capability Value | Target Production Outcome |
| Maximum Production Velocity | 450 m/min | Eliminates post-press bottlenecks, clearing backlogs from multiple presses. |
| Minimum Detection Precision | 0.15 mm | Identifies subtle edge variances, registration shifts, and micro-cracks. |
| Spot Defect Threshold | Greater than 0.2 mm² | Catches microscopic flaws, dust spots, and tiny ink splashes reliably. |
At ultra-high speeds, the system’s core processing unit continuously analyzes massive volumes of visual data every second. This high-speed capability ensures that the finishing department can aggressively maintain productivity without compromising the integrity of the quality check.
Read More: How to Achieve Zero Defects in Printing Inspection
Protecting Equipment CapEx via Modular Hardware Architecture
In the highly competitive label printing market, customer demands can change at any time. For instance, a factory specializing in blank cosmetic labels might receive a lucrative pharmaceutical order next year, requiring variable data tracking, serialization, and one-code verification. If it blindly purchases detection equipment with only single functions and is rigidly fixed, it is likely to become an obsolete product during market transformation, resulting in significant fixed asset risks.
And modern offline quality management platforms have successfully addressed this pain point through “modular architecture and phased upgrades”:
- Phase 1: Basic Inspection – Configure the core visual system for basic defect detection, label absence tracking, and edge correction control.
- Phase 2: Variable Data Integration – Simply install a dedicated software engine and auxiliary line scanning camera to verify barcodes, digital text, and serialized information.
- Phase 3: Color Control Expansion – Introduce dedicated lighting modules and color measurement tools to meet the strict color consistency requirements of major clients.
The scalability of this hardware enables processors to handle high-value and complex new orders simply by upgrading their existing offline equipment, thereby truly safeguarding long-term asset investments.
Final: Elevating Your Label Quality Control

In the field of high-end label manufacturing, quality control directly determines market competitiveness. Relying on traditional manual inspection or the built-in cameras of printing machines often poses risks to the delivery process. By introducing a dedicated offline 100% full inspection system, label manufacturers can eliminate defect loopholes.
For example, the advanced Arise OK-4000 uses professional contour lighting and a modular design. Even at a peak speed of 450 meters per minute, it can easily handle the inspection of transparent substrates. To maintain brand reputation and secure large-scale factory orders, the technical foundation must be solid. Upgrading to a dedicated offline vision platform is the confidence for delivering each batch of goods without defects.