How Quality Control Vision Systems are Used in Label Printing
In the modern label printing industry, keeping up high-quality standards is crucial. Any errors in printing, such as misalignment, color mismatch, or incorrect text, can really impact consumer perception and also compliance with regulations. This is where quality control vision systems become indispensable tools for label printing.

Table of Contents
Understanding the Functions of Quality Control Vision Systems
Quality control vision systems for label printing are automated inspection tools that use cameras, sensors, and intelligent software to monitor the quality of printed materials in real-time. They capture high-resolution images of labels while they are being printed and then they analyze for defects. When these systems are integrated into the production line, manufacturers can spot and address problems immediately, preventing defective products from reaching the market.

Importance of Using Quality Control Vision Systems in Label Printing
Ensuring Consistency
One of the key reasons for using quality control vision systems in label printing is to keep things consistent during high volume production runs, because if you do it by hand things get slow and a bit scattered. Manual inspection methods are often late, uneven, and vulnerable to human error. Vision systems instead can evaluate thousands of labels every minute with tight precision, spotting blemishes that might slip past the naked eye, or just not get noticed quickly. That way every label, from the first one to the final run, stays aligned with the quality standard that was planned.
Reducing Waste and Operational Costs
Defective labels bring about material waste and extra production costs too. When errors are found early, printing quality control vision systems let manufacturers respond right away, so problems are corrected before large batches of faulty labels are produced. Over time this helps reduce scrap, lowers reprinting expenses, and improves the overall productivity of the line.

Enhancing Accuracy and Minimizing Errors
Labels usually include important stuff like nutritional details, safety instructions, batch numbers, and expiration dates. If those pieces are wrong it can cause serious issues , especially in areas like pharmaceuticals, food and beverages, and chemicals. Vision systems use modern image processing and Optical Character Recognition , OCR, to check text, barcodes, plus other changing information , so that each printed label stays correct and also compliant.
Improving Brand Image and Customer Satisfaction
The look of a product label influences what people think about it. Color consistency, careful positioning, and clean graphics matter a lot to keep a professional and reliable brand image. Quality control vision systems track these visual features in real time, so companies can keep producing labels that match what customers expect. This steadiness builds brand loyalty and supports higher customer satisfaction.
Supporting Regulatory Compliance
Many industries are under tight labeling regulations. When labeling is incorrect, the consequences can include legal penalties, product recalls, and reputational harm. Vision systems deliver exact verification and traceability; they record each inspection outcome and build an audit trail, so it is easier to confirm who checked what and when. That helps align operations with applicable industry standards and regulatory rules, ensuring every item that leaves the production line meets the legal obligations required.

Key Features of Quality Control Vision Systems in Label Printing
1. High-Speed Inspection Capability
One of the most important features in quality control vision systems is their capacity to inspect labels at extremely high production speeds. Modern label printing lines can push out thousands of labels per minute, so doing it by hand becomes impractical. These vision systems use high resolution cameras and powerful image-processing software to capture and then evaluate every single printed label without putting a stop in the process.
Because of this, any flaws get caught fast, which helps operators respond right away before lots of defective labels pile up. So manufacturers can keep output steady while still holding strict quality requirements.
1. Advanced Defect Detection Accuracy
Quality control vision systems are designed to identify a wide range of printing defects with remarkable precision. Sophisticated image analysis algorithms compare printed labels against predefined reference images or quality standards. Even the smallest deviations can be detected and flagged for review.
The following chart provides how label printing defects can be analyzed using quality control vision systems
| Type of Defect | Description | Vision System Analysis |
| Print Misalignment / Registration Errors | Labels are printed off-position or layers do not align properly. | High-resolution cameras detect shifts in label placement and layer misregistration. |
| Color Inconsistencies | Variations in color, hue, or saturation from the intended design. | Color sensors and software compare printed labels against pre-defined color standards. |
| Missing or Incorrect Text | Text, ingredients, or instructions are missing, smudged, or incorrect. | OCR (Optical Character Recognition) identifies and verifies text and barcodes. |
| Barcode / QR Code Errors | Barcodes are unreadable or QR codes fail scanning tests. | Vision system scans codes to ensure readability and correct data encoding. |
| Surface Defects | Scratches, smudges, voids, or dirt appear on labels. | Image analysis detects anomalies in label surfaces and rejects defective pieces. |
| Shape / Size Inaccuracies | Labels cut to incorrect dimensions or irregular shapes. | Contour detection and edge analysis measure size and shape against template standards. |
| Adhesive / Material Issues | Labels fail to stick properly or have material imperfections. | Surface inspection and reflectivity analysis detect texture and material inconsistencies. |
3. Real-Time Monitoring and Feedback
Another key point is the ability to deliver ongoing real time monitoring while the printing work is happening. Rather than finding trouble after the run is done, operators get immediate guidance the moment defects appear
This real-time communication helps with rapid readjustments to printing parameters like registration, ink density, and web alignment. When problems get noticed early, manufacturers can make tiny tweaks immediately, cutting down waste quite a bit and strengthening the overall process steadiness.
4. Barcode and Variable Data Verification
In many sectors, labels carry important details, for example serial identifiers, expiration dates, batch markings, QR codes, plus barcodes. Quality control vision systems can verify that those elements stay correct and readable while the production is running.
With Optical Character Recognition (OCR) and Optical Character Verification (OCV) approaches, the system can check printed text and then match it against the data that was supposed to be there. Barcode verification also confirms that codes can be scanned properly and that they meet relevant industry requirements. This ability comes in especially handy in pharmaceutical, food, beverage, and logistics uses, where traceability is required.
5. Color Inspection and Consistency Control
Color consistency is a major concern for brand owners, because the look of the packaging directly affects how consumers perceive it. With quality control vision systems, you can accurately measure color values and then contrast them with the approved specifications, yep.
When the system keeps monitoring color behavior in real time, it can spot drift and deviations before customers even notice. That protects brand integrity, and it also helps make sure every label, meets the expected visual bar no matter the production volume or the printing conditions that are happening that day.

6. Comprehensive Data Collection and Traceability
Advanced 100% printing quality inspection systems do more than just find defects. They also gather fine-grained production data, which can support quality analysis, plus ongoing process improvement. Each inspection outcome can be stored properly, so you end up with a full record of production performance.
This traceability supports regulatory compliance, customer audits, and quality assurance programs. Historical data can also aid manufacturers in spotting recurring problems, tuning machine settings and enhancing overall production efficiency.

7. Integration with Automated Production Systems
Modern quality control vision systems are more and more linked with digital printing presses, web guiding equipment, and production management software. This connection helps the system react automatically when defects are detected and it supports Industry 4.0 manufacturing strategies.
When a problem is found, the system can trigger alarms , flag defective sections, or it can automatically fine tune machine settings. This kind of integration reduces operator presence and improves the steady output consistency.
8. Flexible Inspection for Diverse Label Types
Label manufacturers often make a big range of products using different stuff, shapes, tones, and printing tech. 100% full surface quality inspection systems are built to deal with these varied needs with customized inspection settings, not always the same.
So whether someone is checking pressure-sensitive labels, shrink sleeves, flexible packaging labels, or security labels, the system can be tuned to match the quality demands that matter. That adaptability makes these vision systems a fit for both brief-run digital printing and bigger conventional printing jobs.

9. Artificial Intelligence and Machine Learning Capabilities
Recent progress in artificial intelligence has also stepped up the performance of quality control vision systems. AI-based inspection software can learn from earlier production records and get better at spotting issues as time goes on.
Machine learning algorithms can tell apart critical defects from acceptable variations, so they reduce false alarms while also boosting detection accuracy. With these intelligent capabilities, manufacturers end up getting stronger quality assurance and better operational efficiency, which is kind of useful in practice but still very methodical.
Applications of Quality Control Vision Systems in Label Printing
Quality control vision systems are widely used throughout the label printing process, from monitoring print registration and color accuracy to verifying barcodes, variable data, and regulatory compliance.
| Application Area | Purpose of Inspection | How the Vision System Helps |
| Print Registration Inspection | Ensure accurate alignment of colors, graphics, and text layers. | Detects misregistration and alignment errors in real time, maintaining print quality. |
| Color Quality Verification | Maintain consistent color reproduction across production runs. | Compares printed colors against reference standards and identifies color deviations. |
| Barcode Inspection | Verify barcode readability and accuracy. | Checks barcode quality, data integrity, and compliance with scanning standards. |
| QR Code Verification | Ensure QR codes are correctly printed and functional. | Validates code structure, readability, and encoded information. |
| Text and Variable Data Inspection | Verify printed text, serial numbers, dates, and batch codes. | Uses OCR and OCV technologies to detect missing, incorrect, or illegible characters. |
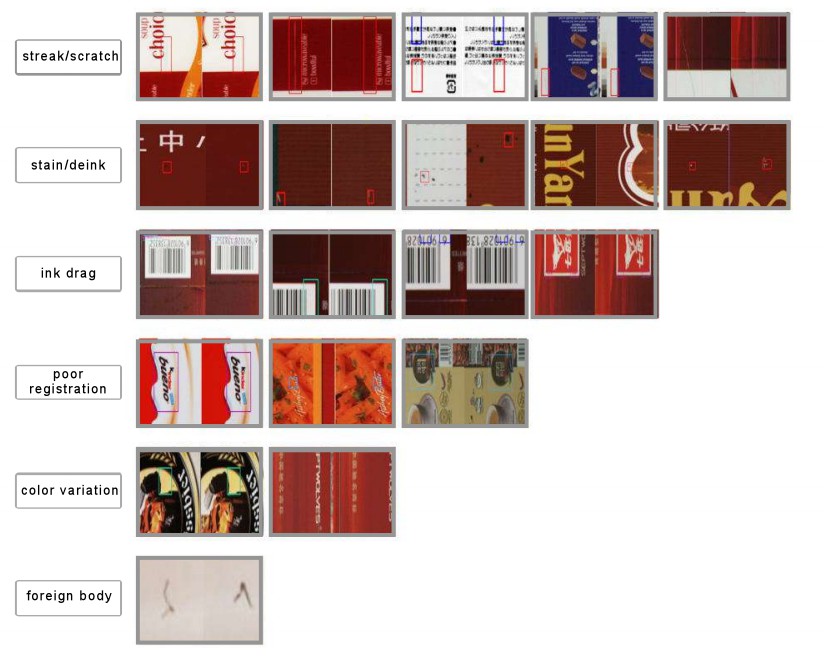
| Defect Detection | Identify printing flaws that affect label appearance. | Detects smudges, streaks, ink splashes, spots, scratches, and missing print elements. |
| Die-Cut and Shape Inspection | Confirm labels are cut to the correct dimensions and shape. | Measures label contours and detects cutting inaccuracies. |
| Packaging Compliance Verification | Ensure labels meet industry and regulatory requirements. | Verifies mandatory information, warnings, symbols, and product identification data. |
| Pharmaceutical Label Inspection | Prevent errors in medical and healthcare labeling. | Inspects dosage information, expiration dates, batch numbers, and barcodes. |
| Food and Beverage Label Inspection | Ensure accurate product information and branding. | Verifies nutritional information, ingredient lists, allergen warnings, and branding elements. |
| Security Label Inspection | Validate security features and anti-counterfeiting elements. | Detects missing holograms, security marks, microtext, and authentication features. |
| Digital Printing Quality Control | Monitor variable-data and short-run printing jobs. | Inspects every label individually, ensuring accuracy despite frequent data changes. |
| Roll-to-Roll Inspection | Inspect labels continuously during high-speed production. | Provides 100% inspection coverage without slowing production lines. |
| Finished Product Verification | Ensure only defect-free labels are shipped to customers. | Performs final quality checks and automatically flags or rejects defective labels. |

Considerations for Implementing Quality Control Vision Systems in Label Printing
This chart gives a comprehensive overview of various factors that should be considered before implementing a quality control vision system, ensuring that manufacturers achieve both high-quality labels and efficient production.
| Consideration | Description | Impact on Label Printing Quality |
| Integration with Printing Equipment | The web inspection vision system must be compatible with existing presses, web guides, and production lines. | Ensures smooth operation without slowing down production or causing errors. |
| Inspection Speed and Throughput | The system should match the production line speed and handle high-volume label output. | Prevents bottlenecks while maintaining real-time defect detection. |
| Lighting and Environmental Conditions | Proper illumination and controlled ambient conditions are necessary for accurate inspection. | Reduces false defect detection and improves image analysis accuracy. |
| Software Configuration and Algorithm Selection | Inspection software must be tuned for specific label types, colors, and printing methods. | Enhances detection accuracy and minimizes false positives. |
| Type of Labels and Materials | Consider the range of label substrates, finishes, shapes, and sizes used in production. | Ensures inspection parameters are suitable for all label variations. |
| Barcode and Variable Data Verification Needs | Determine requirements for OCR, OCV, and barcode/QR code checking. | Ensures compliance and accurate data printing across all labels. |
| Color Consistency Requirements | Evaluate the need for precise color measurement and matching. | Maintains brand standards and visual quality across runs. |
| Defect Tolerance and Quality Standards | Define what constitutes a defect and acceptable tolerances. | Helps the system prioritize critical errors while ignoring minor acceptable variations. |
| Data Collection and Traceability | Determine if historical inspection data and reporting are needed. | Supports regulatory compliance, audits, and process optimization. |
| Maintenance and Calibration | Plan for regular maintenance, calibration, and software updates. | Maintains system accuracy and long-term reliability. |
| Cost and ROI Analysis | Assess the initial investment versus expected benefits in waste reduction, efficiency, and quality. | Helps justify the adoption of the system and ensures cost-effectiveness. |
| Staff Training Requirements | Operators need training to manage and interpret system results. | Ensures correct usage, troubleshooting, and maximizes system performance. |
| Future Expansion and Scalability | Consider potential growth, new label types, or higher-speed production in the future. | Enables long-term adaptability without replacing the system. |

Final Thoughts
Quality control vision systems have transformed the label printing industry, letting inspections happen precisely, fast, and reliably. They help make sure everything is compliant and protects the brand, but also cuts down on waste, and reduces operational costs, making the whole production line run calmer and more controlled than before.