How Print Inspection Systems Enhance Food Packaging Safety
Food packaging is critical in protecting products, communicating key information and keeping consumer safety on track. As food manufacturers face more and more demanding regulatory requirements and also higher consumer expectations, keeping packaging accuracy has become more and more important. Even small printing mistakes can trigger product recalls, regulatory penalties and real risk for consumer health. Print inspection systems have turned into an essential technology to ensure food packaging safety, meets quality targets, and follows compliance standards throughout the production process.

Table of Contents
Why Print Inspection is Essential in Food Packaging
Print inspection is basically the careful review of printed labels and packaging materials to confirm accuracy, readability, and uniform appearance. In food packaging, this work does several things at once:
- Regulatory Compliance: Food packaging has to follow strict labeling rules and safety requirements. If the nutritional breakdown, ingredient list, or allergen alerts are wrong, there can be legal penalties and forced recalls. A print inspection process makes sure everything that is required shows up properly and that it matches local and worldwide standards.
- Consumer Safety: Accurate printing on food packaging directly connects with consumer wellbeing. Incorrect expiration dates, batch identifiers, or storage and handling instructions can create serious health issues. An automated print inspection system reduces lapses from people and it makes sure the important details are readable, clear and correct.
- Brand Protection: Reliable, consistent printing supports brand reliability. Smears on labels, uneven placement of graphics, or unreadable wording can weaken consumer confidence. Print inspection supports a steady visual look across every packaging run.

How Print Inspection Systems Work for Food Packaging Safety
Print inspection systems for packaging materials help manufacturers identify defects and prevent mislabeled products from reaching the market.
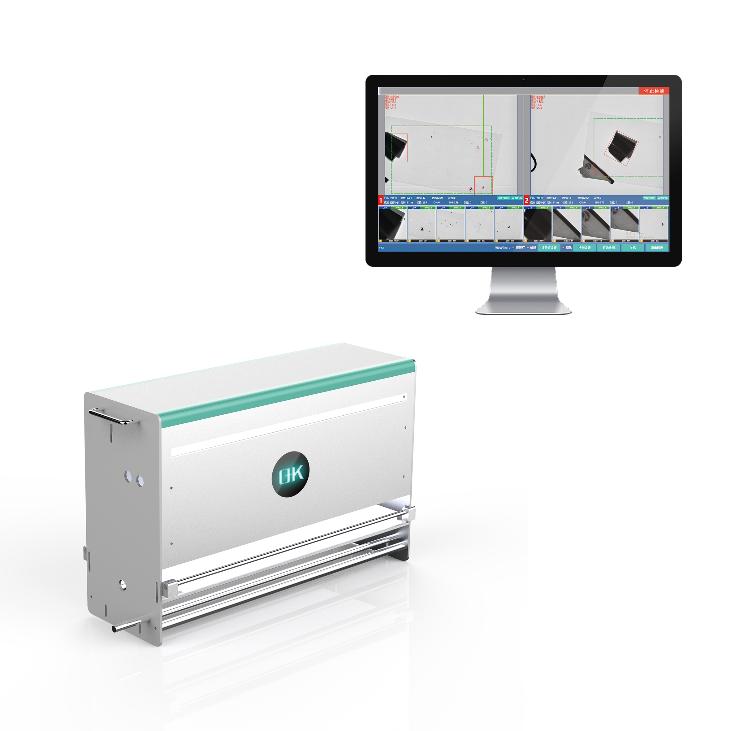
1. Image Capture and Data Collection
The inspection steps start with high-resolution cameras placed along the packaging line. While labels, cartons, flexible films, or other packaging materials pass the inspection station, the cameras take detailed images fast. Specialized lighting setups are employed to keep the image quality consistent and to remove shadows, reflections, or other visual distortions, that could influence inspection precision.
Then, the captured images are sent into more advanced software platforms that analyze the printed content in real time. This quick image grabbing allows each package to be checked without slowing down the production flow, at all.
2. Comparing Printed Content with Reference Standards
After the images are collected, the inspection software compares them to pre-approved digital reference files. Those reference files include the correct text, graphics, colors, barcodes, and the layout parameters for every packaging design.
The software evaluates multiple aspects of the printed package in parallel. It looks whether every required piece of information is actually there, it checks the placement of text and graphics, and it makes sure the printed components correspond to the approved design. Even tiny deviations that might be hard for human inspectors to spot can still be captured by the system’s advanced algorithms.
This comparison routine is the base for print inspection, and it lets manufacturers keep a steady packaging quality during the whole production run.
3. Verification of Critical Food Safety Information
One of the most important roles of 100% full surface print inspection systems is confirming safety related details. Food packages include many particulars that affect consumer well being and also product traceability directly.
Advanced optical character recognition (OCR) technology reads printed text and turns it into digital data, for analysis, or at least that is the intention. The system can also confirm ingredient statements, allergen declarations, nutritional information, production dates, expiration dates, and batch identifiers. Optical character verification (OCV) then checks that what is printed matches the approved manufacturing records, word for word, not just close enough.
This function noticeably cuts down the chances of packaging mistakes that might confuse customers, trigger product recalls, or lead to regulatory violations.

4. Barcode and Traceability Inspection
Modern food supply networks rely strongly on dependable barcode information for inventory control and traceability. Print inspection systems assess barcode quality by looking at legibility, contrast, placement, plus data accuracy.
When a barcode is damaged, incomplete, or printed in the wrong way, the system immediately recognizes that defect. That way, products can be followed efficiently through the distribution channels, and the manufacturers can quickly zero in on impacted batches if a recall ever becomes necessary, you know.
Strong traceability directly helps food safety, because it allows fast actions when there is a suspicion of contamination or a quality problem.
5. Defect Detection and Automatic Rejection
As the packaging travels along the production line, the 100% inspection system keeps scanning for issues. Typical findings include absent characters, smeared printing, color inconsistencies, alignment or registration faults, dirty marks, streaking, and incorrect variable data.
Once a defect is spotted, the system may set off an automated rejection mechanism. The questionable packages get taken out from the production line before they continue to filling, sealing, or shipment, and this happens pretty fast. That prompt action helps stop defective packaging from reaching the marketplace, and it also lowers the chances of expensive recall events.
Automated rejection also supports manufacturers to keep strong output efficiency while still meeting strict quality bar requirements.

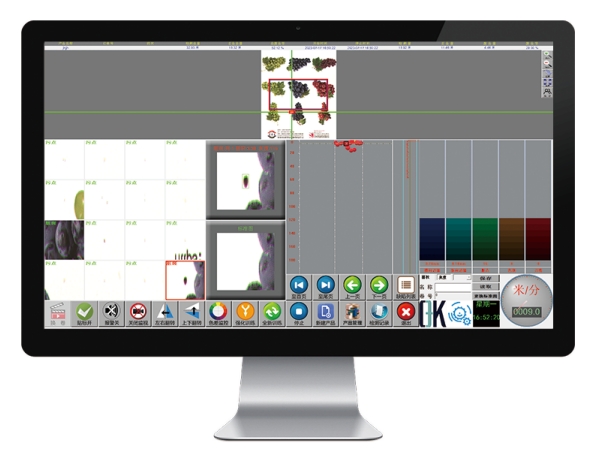
6. Real-Time Monitoring and Quality Control
Advanced 100% print inspection systems provide continuous observation across the manufacturing process. Operators can check the inspection outcomes in real time on user-friendly screens, which show defect positions, production statistics, and quality trends.
This real time feedback helps production teams spot the same issues again and again and then tweak the printing equipment before defects spread. Because of that, manufacturers can strengthen process stability, cut off waste, and keep reliable packaging quality throughout long production runs, not just during the first hours.
Being able to oversee quality without interruption is a major advantage compared with older manual inspections.

7. Advanced Technologies Enhancing Inspection Accuracy
In recent years, new breakthroughs have made print inspection systems perform much better. Using artificial intelligence and machine learning, the system can recognize complicated defect patterns, and it can also adapt to small changes in packaging designs. In practice, these tools raise detection accuracy while trimming down the number of false alarms.
High-speed processors help inspection systems look at thousands of packages each minute without losing precision, as you know. Some setups also bring in multispectral imaging methods, which can spot details that conventional cameras cannot see, and this gives an extra level of quality assurance for specialized packaging work.
These innovations keep growing the possibilities of print inspection systems, and they also reinforce how much they contribute to food packaging safety.
Challenges in Print Inspection Systems for Enhancing Food Packaging Safety
| Challenge | Description | Impact on Food Packaging Safety | Possible Solution |
| High-Speed Production Lines | Food packaging lines often operate at extremely high speeds, making it difficult to inspect every package accurately. | Defective labels or printing errors may go undetected and reach consumers. | Deploy high-speed web inspection vision systems with real-time processing capabilities. |
| Variable Packaging Materials | Packaging materials such as plastic films, paperboard, foil, and laminated surfaces reflect light differently. | Inspection accuracy may decrease due to glare, distortion, or inconsistent image capture. | Use adaptive lighting systems and advanced imaging technologies. |
| Small and Complex Print Elements | Food packages often contain fine text, nutritional panels, allergen information, and QR codes. | Critical information may be printed incorrectly or become unreadable. | Utilize high-resolution cameras and precision OCR/OCV technologies. |
| Frequent Product Changeovers | Manufacturers often switch between different packaging designs and product variations. | Increased risk of using incorrect labels or outdated artwork. | Implement automated job verification and digital reference management systems. |
| Color Consistency Verification | Maintaining consistent colors across production batches can be challenging. | Brand identity may be affected, and important warning symbols may become unclear. | Employ color measurement and color-matching inspection technologies. |
| Barcode and QR Code Defects | Damaged, blurred, or poorly printed codes can occur during production. | Traceability and inventory management may be compromised. | Integrate barcode grading and verification systems into inspection processes. |
| Detection of Variable Data Errors | Batch numbers, manufacturing dates, and expiration dates change continuously during production. | Incorrect information can lead to compliance violations and consumer safety risks. | Use advanced OCR and database-driven verification systems. |
| Environmental Factors | Dust, vibration, temperature fluctuations, and lighting variations can affect inspection performance. | Inspection reliability may decrease, increasing the risk of missed defects. | Maintain controlled production environments and perform regular system calibration. |
| Managing Large Volumes of Inspection Data | Continuous inspection generates significant amounts of image and quality data. | Difficulties in analyzing trends and identifying recurring quality issues. | Utilize cloud-based analytics and automated reporting tools. |
| False Rejects and False Accepts | Inspection systems may incorrectly reject good products or accept defective ones. | Increased waste, higher costs, or potential safety concerns. | Continuously optimize inspection algorithms and leverage AI-based defect classification. |
| Compliance with Evolving Regulations | Food labeling regulations frequently change across different markets. | Packaging may become non-compliant if updates are not implemented quickly. | Use flexible inspection software that can adapt to changing regulatory requirements. |
| Inspection of Specialty Packaging Features | Holograms, metallic inks, embossing, and transparent packaging create inspection challenges. | Critical packaging elements may not be properly verified. | Adopt multispectral imaging and 3D inspection technologies. |

Summary
Print inspection systems are now an essential part of modern food packaging operations. They help detect printing mistakes, confirm key safety details, aid traceability, support regulatory compliance, and reduce human error in general. In practice, this makes them crucial for protecting people and keeping product integrity intact. Also as food packaging rules and expectations keep getting more intricate, advanced print inspection technologies become more and more necessary, so that every package that finally reaches consumers is safe, correct, compliant, and trustworthy.